Call us now :07315122038

 Send Inquiry
Send InquiryConveyor Belt for steel plants
Conveyor Belt for steel plants Specification
- Power Source
- Electric
- Surface Finish
- Smooth, Matt, or Custom as required
- Belt Type
- Endless, Open, Cleated, Sidewall
- Thickness
- 8 mm - 25 mm
- Features
- Long operational life, high strength, impact resistant, low maintenance, resistant to extreme temperature, suitable for heavy loads
- Material
- Rubber, Fabric (EP, Nylon), Steel Cord reinforcement
- Type
- Belt Conveyor
- Structure
- Heavy Duty Steel Frame
- Belt Conveyor
- Yes
- Roller Conveyor
- No
- Vertical Conveyor
- No
- Pneumatic Conveyor
- No
- Resistant Feature
- Heat Resistant, Tear Resistant, Oil Resistant, Fire Resistant
- Load Capacity
- Upto 2500 TPH (Tonnes Per Hour)
- Voltage
- 220-440 V
- Power
- 0.75 kW to 15 kW, depending on conveyor length
- Speed
- 0.5 - 3.5 m/s
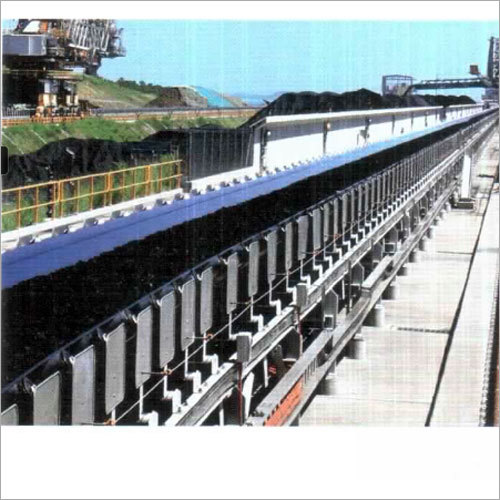
- Usage & Applications
- Used in steel plants for material handling, sinter plants, blast furnace feed, slag handling and transfer of coal, ore, and aggregates.
- Belt Width
- 400 mm to 2200 mm
- Roller Diameter
- 89 mm to 168 mm
- Edge Type
- Cut, Sealed or Moulded
- Application Specific Coating
- Available on request
- Noise Level
- Low noise operation (<70 dB(A))
- Ambient Humidity
- Up to 95% RH
- Maintenance
- Easy-to-replace spares available
- Tensile Strength
- 100 N/mm to 3150 N/mm
- Splice Type
- Mechanical or Vulcanized Joint
- Number of Ply
- 2 to 6 Ply
- Drive Arrangement
- Direct Drive/Geared Motor
- Operating Temperature
- -20°C to +180°C
About Conveyor Belt for steel plants
We, SHRI RAM MACHINERY STORE, are a well-known manufacturer and suppliers of the best quality Steel Industries Conveyor Belt. Sturdiness and high impact strength of this belt make it highly admirable in the metalworking industries. Our belt is mostly used in food processing, packaging, glass, construction, ceramic, furniture and cosmetic industries for short distance transportation. The provided belt allows high-speed transportation of goods with minimum power consumption and workers interference. Quality examiners explicitly check this belt on vital parameters to avoid any space for confusion and doubt regarding quality and functioning aspects. Steel Industries Conveyor Belt is now available in standard carcass thicknesses, sizes and loading capacities.
Engineered for Steel Plant Material Handling
This conveyor belt system is meticulously designed to handle the rigorous demands of steel plants, supporting processes such as ore, coal, slag, and aggregate transfer. With options like endless, cleated, sidewall, or open belts and tailored surface finishes, it eases integration into various material handling stations, ensuring safety and reliability.
Performance Across Extreme Conditions
Built with superior rubber, fabric (EP, nylon), and steel cord reinforcement, our belts withstand harsh operating temperatures from -20C to +180C. With tear, fire, oil, and heat resistance, they are ideal for continuous operation in high-load, corrosive, and thermal environments typical of steel manufacturing.
Long Life, Minimal Maintenance
Our conveyor solutions prioritize ease of maintenance, with simple replacement of wear parts and durable heavy-duty steel frames. Low noise operation (<70 dB(A)), along with robust splicing and edge options, result in prolonged service life and minimal disruptions or downtime.
FAQs of Conveyor Belt for steel plants:
Q: How does the conveyor belt handle extreme temperatures in steel plants?
A: The conveyor belt is designed to operate reliably in environments ranging from -20C to +180C, equipped with heat-resistant and fire-resistant materials to sustain continuous use in high-temperature areas such as blast furnaces and sinter plants.Q: What types of materials can these conveyor belts transport in a steel plant?
A: These belts are suitable for handling coal, iron ore, slag, aggregates, and other bulk materials typically found in steel plant operations, including feeding, transfer, and handling processes.Q: When should application-specific coatings be requested for the conveyor belts?
A: Application-specific coatings are recommended when unique handling or environmental conditions require additional protection, such as added abrasion resistance or chemical shielding. These can be requested during the ordering process to match your precise operational needs.Q: What is the recommended process for replacing conveyor belt parts?
A: Spare parts are easy to replace thanks to the modular design. It is advisable to follow the manufacturers guidelines, using compatible mechanical or vulcanized splices and selecting the right edge and ply configuration for your application.Q: Where are these conveyor belts typically installed within a steel plant?
A: These conveyor belts are used in various zones including sinter plants, blast furnace feed lines, slag handling units, and material transfer points where reliable, heavy-duty material movement is essential.Q: What benefits does the conveyor belt offer in terms of operational efficiency and noise control?
A: The conveyor belt ensures long operational life with minimal maintenance, and provides smooth, low-noise performance (<70 dB(A)), contributing to a safer and more productive work environment while efficiently transporting large volumes of material.Q: How does the drive arrangement affect usage and performance?
A: With direct drive or geared motor options (0.75 kW to 15 kW), the system can be optimized for operational speed between 0.5 and 3.5 m/s, accommodating varying conveyor lengths and high load capacities up to 2500 TPH.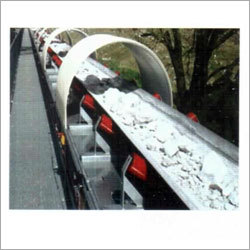
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Conveyor Belt Category

Conveyor Belt for fertilizer & chemical industry
Features : High durability, customizable length & width, smooth operation, easy maintenance
Usage & Applications : Fertilizer and chemical processing, handling, and transportation
Material : Rubber, PVC, synthetic, or customized
Resistant Feature : Other, Acid, alkali, and corrosion resistant
Thickness : 3 mm to 12 mm
Power : 0.75 kW to 7.5 kW
Conveyor Belt for bottling industry
Features : Smooth transport, easy cleaning, low maintenance, customizable design
Usage & Applications : Bottling and packaging lines in food & beverage industry
Material : Stainless Steel (Frame), PVC/PU/Plastic (Belt)
Resistant Feature : Other, Corrosion & chemical resistant
Thickness : Belt: 36 mm (as required)
Power : 0.75 kW to 2.2 kW, based on model

Conveyor Belts For Sea Ports
Features : Weatherproof, antistatic, high load bearing, UVresistant
Usage & Applications : Bulk cargo handling, ship loading/unloading, sea port material transfer
Material : High tensile strength rubber with EP/NN fabric
Resistant Feature : Other, Highly resistant to seawater, impact, abrasion and corrosion
Thickness : 8 mm 24 mm
Power : 5 HP 50 HP as per system
Conveyor Belt for Coal & Mining ( Copper, Alluminium, Stainless steel )
Features : Corrosion Resistant, Durable, High Load Bearing
Usage & Applications : Coal, Mining, Bulk Material Handling
Material : Copper, Aluminium, Stainless Steel
Resistant Feature : Other, Heat, Oil, Fire, Abrasion Resistant
Thickness : 620 mm
Power : 315 kW

4641/A, Inside , Ajmeri Gate,Delhi - 110006, India

Mr. Sachin Thukral
(Proprietor)
Mobile :07315122038
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
