Call us now :07315122038

 Send Inquiry
Send InquiryConveyor Belt for cement industry
Conveyor Belt for cement industry Specification
- Surface Finish
- Smooth or patterned cover
- Thickness
- 6-25 mm
- Features
- Long service life, high tensile strength, low elongation, superior adhesion, custom length available
- Belt Type
- EP/NN Conveyor Belt
- Power Source
- Electric
- Material
- Rubber, nylon, EP fabric, steel cord
- Type
- Belt Conveyor
- Structure
- Heavy-duty frame with steel rollers
- Belt Conveyor
- Yes
- Roller Conveyor
- Optional integration
- Vertical Conveyor
- Available for steep or vertical lifting of material
- Resistant Feature
- Heat resistant, oil resistant, abrasion resistant
- Load Capacity
- 50-2000 kg/meter
- Voltage
- 220-415 V
- Power
- 2-50 kW
- Speed
- 0.8 - 3.0 m/s
- Usage & Applications
- Bulk material transport in cement plants (limestone, clinker, gypsum, coal, cement, etc.)
- Tension Rating
- Up to 3150 N/mm
- Belt Width
- 300-2400 mm
- Working Temperature Range
- -20°C to +180°C
- Joint Method
- Mechanical fasteners or vulcanized splice
- Cover Grade
- M24, N17, HR, SHR, OR, FR available
- Pulley Diameter
- As per belt width and application
About Conveyor Belt for cement industry
We have been engaged in manufacturing and supplying this Cement Industries Conveyor Belt since last 34 years. The belt is capable of handling bulk materials from free-flowing to sluggish with ease. We source good quality components to manufacture this belt so it can withstand rough conditions. People extensively use the provided belt for conveying or transporting materials, especially cement. Installation of this belt avoids manual shifting of goods which waste a lot of time and human power. The belt is easy to maintain, highly durable, sturdy in structure and flawlessly engineered. Cement Industries Conveyor Belt can be bought from us in standard and customized thicknesses, lengths, loading capacities and widths.
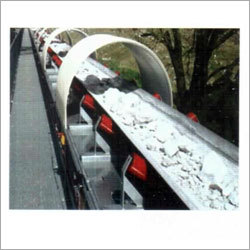
Engineered for the Cement Industry
Our conveyor belts are specifically designed to meet the rigorous demands of bulk material handling in cement plants. The robust design ensures reliable transportation of limestone, gypsum, clinker, and other raw materials, even under extreme temperatures and abrasive conditions. With customizable width, length, and resistance options, our solution is suited for every stage of cement processing and transport.
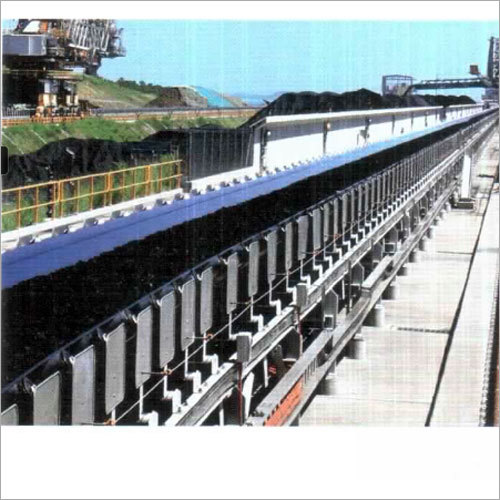
Superior Resistance and Durability
Each belt features specialized cover gradesM24, N17, HR, SHR, OR, and FRto guarantee resistance against heat, oil, and abrasion. The reinforced construction with high tensile strength materials such as nylon, EP fabric, and steel cord, ensures prolonged service life and reduced risk of failure, making it a cost-effective choice for continuous operation in demanding cement industry environments.
FAQs of Conveyor Belt for cement industry:
Q: How do I select the right conveyor belt specifications for cement industry applications?
A: Selecting the correct conveyor belt involves considering your material type, load capacity (50-2000 kg/meter), required belt width (300-2400 mm), tension rating (up to 3150 N/mm), temperature range (-20C to +180C), and necessary resistance features (heat, oil, abrasion). Consulting your conveyor system supplier ensures an optimal match for plant requirements.Q: What are the available cover grades and their benefits for cement plant conveyors?
A: The belts come in M24, N17, Heat Resistant (HR/SHR), Oil Resistant (OR), and Fire Resistant (FR) grades. These cover grades offer enhanced durability against heat, abrasion, oil spills, and fire hazards, ensuring long performance life and minimal downtime in arduous cement industry conditions.Q: When should I use a vertical conveyor belt in cement plants?
A: Vertical conveyor belts are recommended when material needs to be transported between different elevations, such as from ground storage to silos or mixers. This configuration efficiently manages steep or vertical lifting of materials like cement or clinker without causing spillage or excessive wear.Q: Where can these conveyor belts be installed within a cement manufacturing facility?
A: These belts can be installed at key locations including raw material intake, crushers, blending silos, kiln feeds, stockpiling, and final packaging areas. Their versatility and customizable structure allow integration into existing and new conveyor systems throughout the plant.Q: How is the belt jointed, and which method should I use?
A: Jointing options include mechanical fasteners for quick and easy connections, or vulcanized splices for a seamless and stronger bond. Vulcanized splicing is generally preferred in the cement industry for improved performance, especially in high-tension or high-temperature areas.Q: What is the process for maintaining these conveyor belts?
A: Maintenance involves routine inspection for wear or damage, belt tracking checks, tension adjustments, and timely cleaning to remove accumulated dust or debris. Periodic lubrication of steel rollers and mechanical parts ensures smooth operation and extends belt service life.Q: What benefits do these conveyor belts offer to cement manufacturers?
A: Benefits include long service life, high tensile strength, low elongation, excellent resistance to heat, oil, and abrasion, and availability in custom lengths. This results in reduced maintenance, improved uptime, and efficient bulk material transport across all cement processing stages.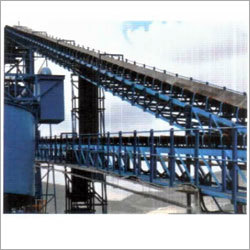
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Conveyor Belt Category
Conveyor Belt for steel plants
Features : Long operational life, high strength, impact resistant, low maintenance, resistant to extreme temperature, suitable for heavy loads
Resistant Feature : Other, Heat Resistant, Tear Resistant, Oil Resistant, Fire Resistant
Material : Rubber, Fabric (EP, Nylon), Steel Cord reinforcement
Usage & Applications : Used in steel plants for material handling, sinter plants, blast furnace feed, slag handling and transfer of coal, ore, and aggregates.

Conveyor Belts For Sea Ports
Features : Weatherproof, antistatic, high load bearing, UVresistant
Resistant Feature : Other, Highly resistant to seawater, impact, abrasion and corrosion
Material : High tensile strength rubber with EP/NN fabric
Usage & Applications : Bulk cargo handling, ship loading/unloading, sea port material transfer
Conveyor Belt for Coal & Mining ( Copper, Alluminium, Stainless steel )
Features : Corrosion Resistant, Durable, High Load Bearing
Resistant Feature : Other, Heat, Oil, Fire, Abrasion Resistant
Material : Copper, Aluminium, Stainless Steel
Usage & Applications : Coal, Mining, Bulk Material Handling
chevron cleated conveyor belt
Minimum Order Quantity : 50 Meters
Features : Durable
Resistant Feature : Oil Resistant
Material : Rubber
Usage & Applications : Conveyors

4641/A, Inside , Ajmeri Gate,Delhi - 110006, India

Mr. Sachin Thukral
(Proprietor)
Mobile :07315122038
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
