Call us now :07315122038

 Send Inquiry
Send InquiryConveyor Belt for Food Processing & Pharmaceutical industry
Conveyor Belt for Food Processing & Pharmaceutical industry Specification
- Thickness
- 2-5 mm
- Features
- Easy to clean, Hygienic design, Non-toxic, Durable
- Power Source
- Electric
- Surface Finish
- Polished
- Belt Type
- Flat Belt
- Material
- Food Grade PVC/PU, Stainless Steel
- Type
- Belt Conveyor
- Structure
- Stainless Steel Frame
- Belt Conveyor
- Yes
- Roller Conveyor
- No
- Vertical Conveyor
- Available
- Resistant Feature
- Oil Resistant, Corrosion Resistant, Heat Resistant, Water Resistant
- Load Capacity
- 50-200 kg/m2
- Voltage
- 220-415 V
- Power
- 1-5 HP
- Speed
- 0.5 - 2 m/s
- Usage & Applications
- Food processing, Pharmaceutical manufacturing, Packing lines, Material handling in cleanrooms
- Maintenance
- Low Maintenance
- Frame Material Grade
- SS 304/316
- Noise Level
- < 65 dB
- Belt Width
- 300-1200 mm
- Belt Movement
- Unidirectional/Bidirectional
- Cleaning Method
- Wet and Dry Cleanable
- Automation Grade
- Automatic / Semi-Automatic
- Operating Temperature
- -10°C to +80°C
- Installation Type
- Fixed / Mobile
About Conveyor Belt for Food Processing & Pharmaceutical industry
SHRI RAM MACHINERY STORE is one of foremost manufacturers and suppliers of highly efficient Food Industries Conveyor Belt. Use of this belt has been enhanced in food processing industries for food (like frozen food, dairy products, seafood, etc.) handling applications. The belt moves the bulk amount of food goods at a quicker pace over short distances. The offered belt does not require expansive and effortly maintenance because of its ergonomic design. Each belt is equipped with pulleys, bearings, bushes, screws and other components by incorporating advanced technologies. Apart from this, Food Industries Conveyor Belt has slip-free surface, sturdiness and longer functional life.
Superior Hygiene and Safety
The conveyor features food-grade materials and a polished stainless steel frame, prioritizing hygiene and non-toxicity. Its design minimizes contamination risks, making it ideal for environments where cleanliness is non-negotiable. Both wet and dry cleaning options enable quick sanitization, essential for food and pharmaceutical applications.
Versatile Configuration and Automation
Flexible installation options include both fixed and mobile setups, while automation grades cater to varying process requirementsautomatic for high throughput, semi-automatic for greater operator control. The unidirectional and bidirectional movement feature enhances adaptability across production lines.
Robust and Reliable Performance
Constructed with premium SS 304/316, the conveyor delivers durability and resistance to corrosion, oil, and heat. With a low operating noise level (<65 dB) and load capacity up to 200 kg/m, it handles demanding tasks without disruption, ensuring efficient material flow in busy facilities.
FAQs of Conveyor Belt for Food Processing & Pharmaceutical industry:
Q: How does the conveyor belt maintain hygiene for food and pharmaceutical processing?
A: The conveyor is built with food-grade PVC/PU belts and a stainless steel (SS 304/316) frame, providing non-toxic, corrosion-resistant surfaces. Its easy-to-clean, polished design allows for both wet and dry cleaning, helping maintain sanitary conditions essential for food and pharma use.Q: What processes and applications is this conveyor suitable for?
A: This belt conveyor is suited for food processing, pharmaceutical manufacturing, packing lines, and material handling in cleanroom environments. Its hygienic design and resistance features make it ideal for industries that demand sterility and cleanliness.Q: When should I choose unidirectional or bidirectional movement for my conveyor?
A: Select unidirectional movement for straightforward material flow, while bidirectional movement is beneficial when materials need to be transferred back and forth along the same line, offering greater flexibility in complex production setups.Q: Where can this conveyor system be installed within my facility?
A: Installation is versatileavailable in both fixed and mobile types. It can be placed along packing lines, in cleanrooms, or anywhere consistent, hygienic material movement is necessary. Vertical conveyor options are also available for space-saving or multi-level applications.Q: What are the benefits of the conveyors automation and low maintenance features?
A: Automatic or semi-automatic options increase efficiency and decrease labor needs, while the durable, stainless steel frame and food-grade belt materials require minimal maintenance, ensuring long-term, cost-effective operation.Q: How is the conveyor powered and what is its operational speed?
A: The system runs on electric power (220415 V) with a power range of 15 HP, offering belt speeds between 0.5 and 2 m/s. This supports efficient material flow for various industrial requirements.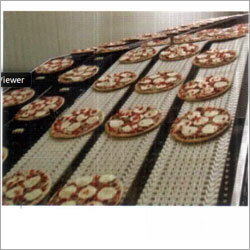
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Conveyor Belt Category
Conveyor Belt for steel plants
Features : Long operational life, high strength, impact resistant, low maintenance, resistant to extreme temperature, suitable for heavy loads
Type : Belt Conveyor
Structure : Other, Heavy Duty Steel Frame
Material : Rubber, Fabric (EP, Nylon), Steel Cord reinforcement
Usage & Applications : Used in steel plants for material handling, sinter plants, blast furnace feed, slag handling and transfer of coal, ore, and aggregates.

Conveyor Belts For Sea Ports
Features : Weatherproof, antistatic, high load bearing, UVresistant
Type : Other, Polyester/Nylon (EP) Fabric Conveyor Belt
Structure : Other, Belt and supporting rollers on robust steel frame
Material : High tensile strength rubber with EP/NN fabric
Usage & Applications : Bulk cargo handling, ship loading/unloading, sea port material transfer
Conveyor Belt for Coal & Mining ( Copper, Alluminium, Stainless steel )
Features : Corrosion Resistant, Durable, High Load Bearing
Type : Other, Conveyor Belt
Structure : Other, Belt & Roller
Material : Copper, Aluminium, Stainless Steel
Usage & Applications : Coal, Mining, Bulk Material Handling
Chevron Cleated Conveyor Belt V shape, Bull type, Y Shape
Features : High tensile strength, antislip properties, enhanced material mobility on incline, custom cleat design
Type : Other, Chevron Cleated Conveyor Belt
Structure : Other, Fabric reinforced with chevron molded profiles
Material : Highgrade synthetic rubber with fabric ply
Usage & Applications : Ideal for carrying loose, bulk, wet, or bagged materials on inclined surfaces in mining, agriculture, cement, and construction sectors

4641/A, Inside , Ajmeri Gate,Delhi - 110006, India

Mr. Sachin Thukral
(Proprietor)
Mobile :07315122038
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
